| Сварные швы (соединения) |
 |
|
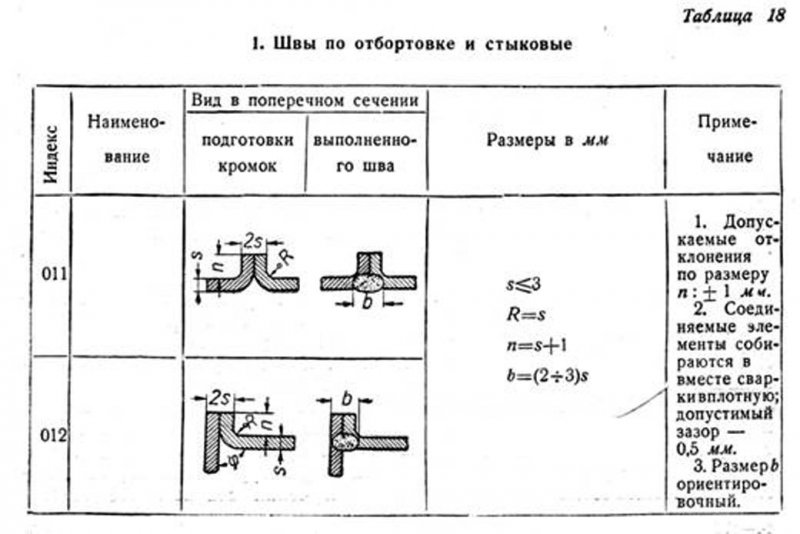
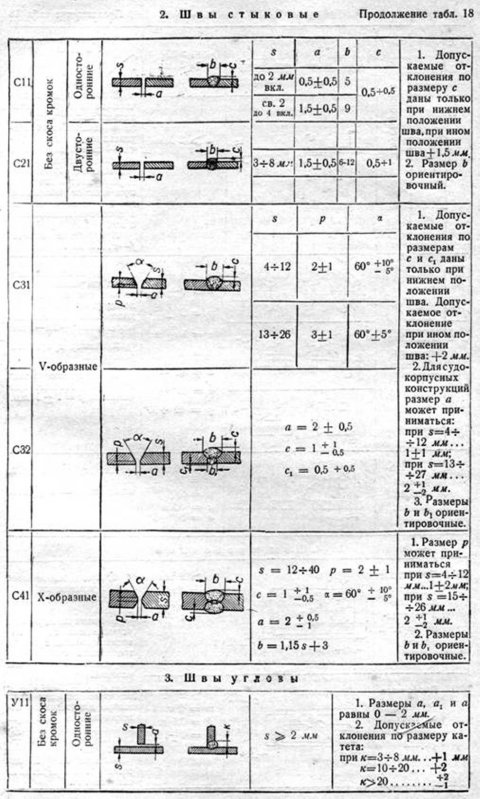
Сварные швы, относящиеся к неразъёмным соединениям, выполняются при помощи сварки путём наплавления металла. В местах соединения деталей образуются сварные швы. Особое место среди различных видов сварки занимает электродуговая сварка. Электрическая сварка—русское изобретение; оно принадлежит русским инженерам H. H. Бенардосу и H. Г. Славянову. Надёжность соединения, удобства и невысокая стоимость сварочных работ являются ценными качествами электросварки. Особое распространение она получила в машиностроении, котлостроении, нефте-и газопроводах и металлических сооружениях. Советские учёные E. О. Патон, К. К. Хренов и др. способствовали её развитию: ими разработаны конструкции швов, технология и автоматические устройства для получения сварных соединений. Применение сварных швов дало возможность заменить большое число литых чугунных и стальных деталей сварными. По виду сварные швы разделяют на швы по отбортовке, стыковые, угловые швы и внахлёстку, пробочные и швы контактной сварки (табл. 18). На всех фигурах этой таблицы показаны слева соединения деталей до сварки, справа—после сварки. Швы по отбортовке применяются для труб и сосудов, изготовляемых из листовой стали толщиной s<=3 мм. Швы стыковые применяются при изготовлении резервуаров, котлов, мостовых ферм и металлических конструкций. Толщина свариваемых листов для стыковых швов берётся s = 1,5 мм и выше. При сварке встык между листами оставляют зазор, величина которого зависит от толщины листов; a = 0,5/2,5 мм. Если толщина свариваемых листов меньше 1,5 мм, зазора между листами не делают. Угловые швы применяются для крепления днищ резервуаров, фланцев для образования лап, тавров, угольников, двутавров, рёбер жёсткости деталей машин, корпусов редукторов и т. п. Толщина s свариваемых деталей для таких швов берётся от 2 мм и выше. Швы внахлёстку могут быть выполнены из листовой или полосовой стали. Величина перекрытия листов e определяется по эмпирической формуле e = 2s+25 мм, где s — толщина листа или полосы. Пробочные швы применяются как самостоятельные швы и как вспомогательные. В последнем случае они служат для усиления заклёпочных соединений в металлических конструкциях. Швы контактной сварки применяются для неответственных узлов или соединений. В табл. 19 приведены знакй для обозначения швов на чертежах, а в табл. 20 и 21 даны дополнительные знаки и буквенные обозначения. Швы сварные ручной электродуговой сварки. Классификация и конструктивные элементы швов по ГОСТ 5264-50. Выполнение сварных швов, подготовка кромок для швов, а также размеры для них даны в табл. 18.
Далее: Типы сварных швов. Обозначение сварных швов
|