|
Для определения действительных размеров деталей применяются различные измерительные инструменты, которые делятся на универсальные, или шкальные, калибры, или бесшкальные, и точные.
К универсальным измерительным инструментам относятся: линейка, метр, штангенциркуль, глубиномер, микрометр, штихмас, угломер и др.
Для измерения отдельных элементов деталей, которые не могут быть непосредственно измерены обычными инструментами, пользуются вспомогательными инструментами: кронциркулем, нутромером, рейсмасом и др.
Измерительные инструменты делятся также на рабочие и контрольные. Рабочий инструмент предназначается для пользования в цехах, контрольный — для проверки рабочего инструмента.
Кроме того, в серийных производствах применяют предельные измерительные инструменты.
Как бы тщательно ни были произведены измерения размеров детали, результаты измерений получаются недостаточно точными, с одной стороны, вследствие несовершенства измерительных инструментов, с другой,— в зависимости от способа измерения. Отклонение полученного измерением размера от действительного называют точностью измерения, а величину этого отклонения—степенью точности измерения. Ясно, что чем точнее требуется измерить деталь, тем качественнее должен быть измерительный инструмент и способы измерения. Поэтому в зависимости от точности измерений применяются соответственно и измерительные инструменты, наиболее употребительные из которых следующие:
Стальная линейка. Изготовляется длиной от 150 до 500 мм (фиг. 207) и служит для измерения небольших длин. Точность измерения стальной линейкой достигает 0,25 —0,5 мм, в зависимости от навыка измеряющего.

Метр. Для измерения больших длин применяются метры (фиг. 208), которые изготовляются деревянными и стальными. Деревянные метры бывают только складные и употребляются обычно для грубых измерений. Стальные метры изготовляются складными и в виде рулетки. Складные стальные метры, как и деревянные, служат для грубых измерений. Недостатком складных деревянных и стальных метров является то, что у них разбалтываются шарниры соединений, вследствие чего они дают большие погрешности. Поэтому при измерении лучше пользоваться метром-рулеткой. Метры-рулетки изготовляются одно- и двухметровые. Точность измерения такими метрами равна 0,25—0,5 мм, т. е. такая же, как и при измерении стальной линейкой.
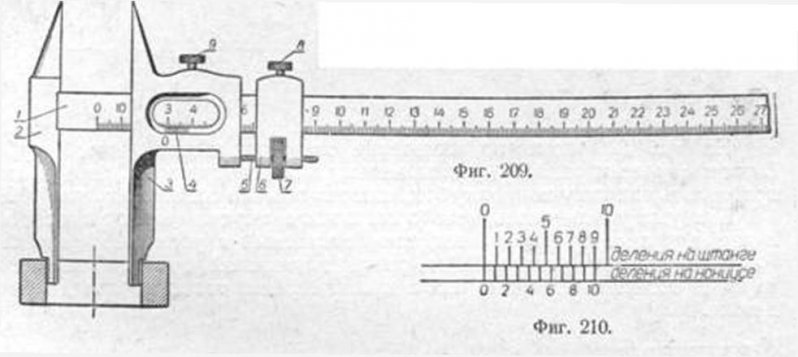
Штангенциркуль. Штангенциркуль служит для более точных измерений длин и диаметров (фиг. 209). Он состоит из штанги 1 с нанесёнными на ней делениями в миллиметрах. На левом конце её имеется неподвижная губка 2. Подвижная губка 3 с рамкой 4, нониусом и закрепительным винтом соединены с ползунком 6 посредством микрометрического винта 5. На микрометрический винт 5 навинчена накатанная гайка 7. Ползунок 6 закрепляется на штанге винтом 3.
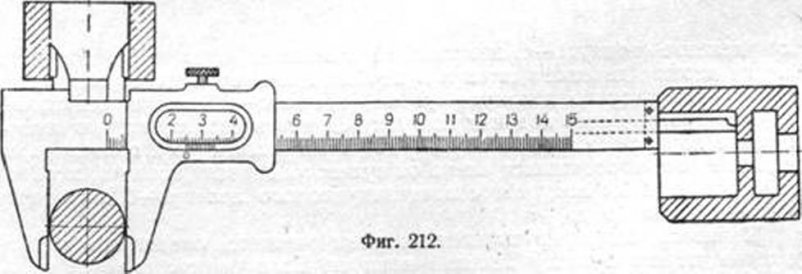
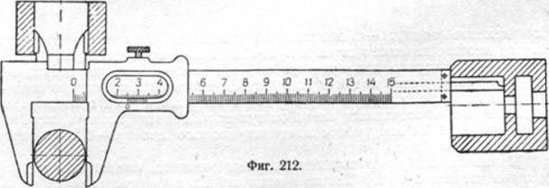
Кроме описанного, существуют также штангенциркули с глубиномером (фиг. 212).
Штангенциркулем можно производить измерения с точностью 0,1 — 0,025 мм.
Нониус штангенциркуля обычно разделён на 10 равных частей, причём каждое его деление равно 0,9 мм, следовательно, 10 делений нониуса равны 9 делениям штанги, т. е. 9 мм.
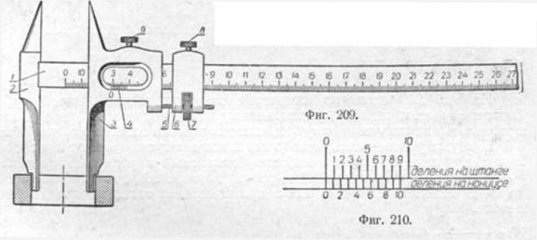
Если губки штангенциркуля сдвинуть вплотную, то первый штрих нониуса, обозначенный нулём, совпадает с нулевым делением штанги, а десятое деление нониуса—с девятым её делением (фиг. 210). Разность между первым делением штанги и первым делением нониуса составляет 0,1 мм, для второго деления—0,2 мм, третьего—0,3 мм и девятого— 0,9 мм. Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм; при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
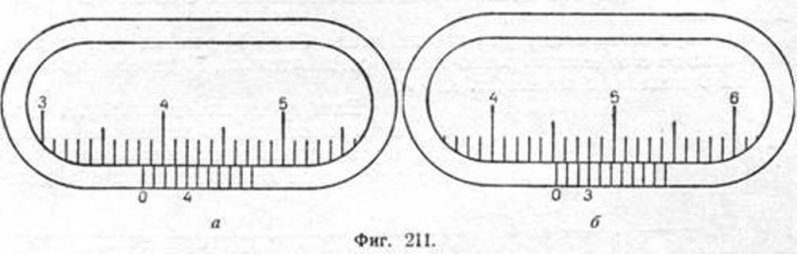
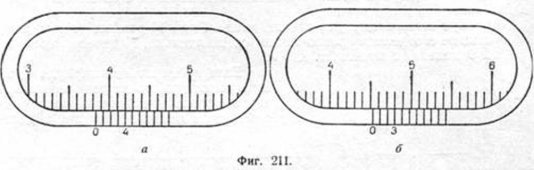
Точность измерения штангенциркулем равняется отношению одного деления штанги к числу делений нониуса. Если нониус поделён на 10 равных частей, то точность измерения будет равна 0,1 мм. Чтобы установить штангенциркуль на заданный размер, перемещают подвижную губку вправо до тех пор, пока нулевое деление нониуса не совпадёт с нужным целым числом миллиметров на штанге, и продолжают перемещать губку в том же направлении до тех пор, пока требуемое деление на нониусе не совпадёт с ближайшим к нему делением на штанге. Деление нониуса, совпадающее с каким-либо делением штанги, укажет на число десятых долей миллиметра. Если, например, требуется установить штангенциркуль на размер 38,4 мм, то для этого освобождают закрепляющий рамку винт и перемещают её так, чтобы нулевое деление нониуса совпало с 38-м делением штанги. Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Чтобы прочесть измеренный штангенциркулем размер детали, необходимо заметить, с каким делением штанги совпадает нулевое деление нониуса. Совпавшее деление и будет показывать величину размера измеренного элемента детали. Если же нулевое деление нониуса не совпадает с целым числом делений на штанге, то замечаем на штанге ближайшее число слева от нуля нониуса и добавляем к нему число долей миллиметра на нониусе, совпадающее с ближайшим делением штанги.
На фиг. 211, б показан размер 45,3 мм соответственно измеренному размеру детали штангенциркулем.
На фиг. 210 показано измерение отверстия нижней парой губок. В этом случае к размеру, указываемому штангенциркулем, необходимо прибавлять толщину концов губок, которая обычно составляет 8 или 10 мм.
Как уже упоминалось, некоторые штангенциркули имеют приспособление для измерения глубины, так называемый глубиномер (фиг. 212).
Глубиномер прикреплён к рамке подвижной губки. Измеряемая глубина отсчитывается так, как и при измерении толщины или диаметра детали.
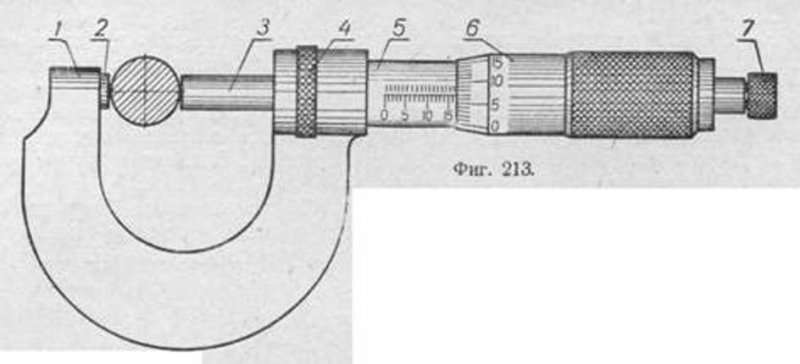
Микрометр. Микрометр (фиг. 213) является более точным измерительным инструментом, чем штангенциркуль. С помощью микрометра можно производить измерения с точностью до 0,01 мм.
Микрометр состоит из плоской скобы 7, пятки 2, шпинделя 3, зажимного кольца 4, трубки с делениями 5, гильзы 6 и трещотки 7. С трубкой 5 соединён подвижный шпиндель 3 с резьбой, имеющей шаг 0,5 мм.
Вращением гильзы можно установить шпиндель на нужную величину. В случае, когда шпиндель упрётся в пятку, т. е. когда расстояние между пяткой и торцом шпинделя равно нулю, нулевое деление нониуса должно быть на нулевом делении трубки. Головка трещотки связана с трещоткой внутри микрометра. Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
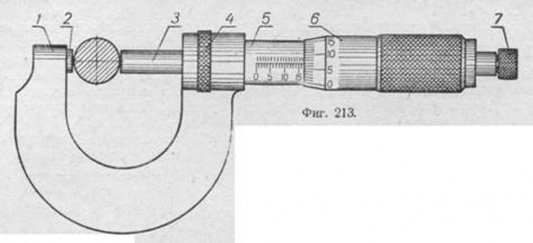
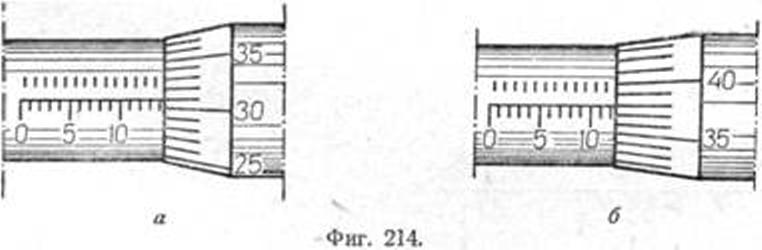
На трубке и скошенной кромке гильзы имеются деления, число которых на гильзе равно 50, а на трубке — соответственно номинальному размеру микрометра. Расстояние между делениями на трубке равно 0,5 мм. При одном полном обороте гильзы шпиндель перемещается на 0,5 мм. Таким образом, при повороте гильзы на одно деление шпиндель переместится на 0,01 мм.
По делениям на трубке отсчитывают целое число и половины миллиметров, а по делениям на гильзе—сотые доли миллиметра.
Сумма отсчётов на трубке и гильзе показывает расстояние между пяткой и торцом шпинделя микрометра.
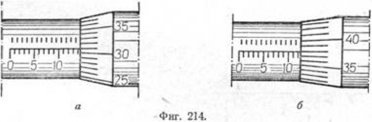
На фиг. 214, а показаны деления микрометра, установленного на величину, равную 14,31 мм, а на фиг. 214, б — на 12,38 мм.
При измерении микрометром во избежание ошибок необходимо с момента подхода шпинделя к измеряемой детали примерно на расстоянии 1—2 мм вращать не гильзу, а головку трещотки.
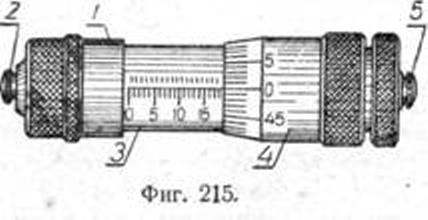
Микрометрический штихмас. Штихмас (фиг. 215) служит для измерения диаметров отверстий и по устройству имеет сходство с измерительным устройством микрометра. Шгихмас состоит из гильзы, снабжённой наконечником со сферической поверхностью 2. В гильзу 7 входит микрометрический винт, имеющий на конце сферическую 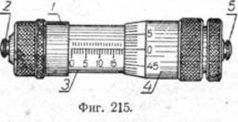 поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов. поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
Как и у микрометра, на скошенной кромке гильзы имеется 50 делений, а на трубке 3 штихмаса нанесены миллиметровые деления.
Если гильза 4 сделает один полный оборот, то винт с наконечником 5 переместится на 0,5 мм, следовательно, при повороте гильзы на одно деление её шкалы, т. е. на 1/50 часть оборота, винт переместится на 0,01 мм.
На фиг. 215 штихмас показывает, что расстояние между торцами наконечников 2 и 5 равно 82 мм. Эта величина получилась от сложения двух размеров: номинального размера штихмаса, равного 63 мм (за номинальный размер штихмаса принимают расстояние между мерительными торцами 2 и 5 при совпадении нуля нониуса с нулевым делением трубки) и отсчёта по делениям трубки и нониуса. В данном случае эта величина составляет 19 мм. Таким образом, 63+19=82 мм.
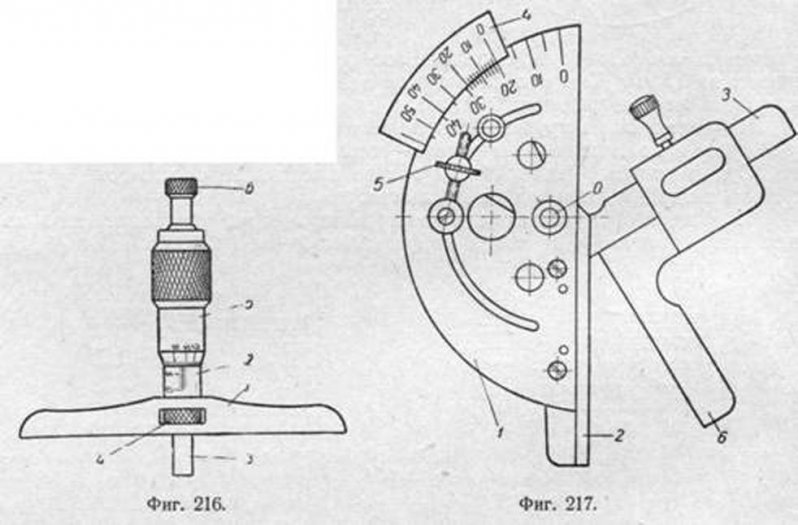
Микрометрический глубиномер (фиг. 216) имеет такое же устройство, как и микрометр. Глубиномер состоит из поперечины 1, имеющей измерительную плоскость, жёстко скреплённую со стеблем 2. Внутри стебля имеется винт с измерительным стержнем 3 и стопорное кольцо 4, гильза 5 и трещотка 6. При измерении поперечину прижимают измерительной плоскостью к детали и производят измерение так, как при измерениях микрометром.
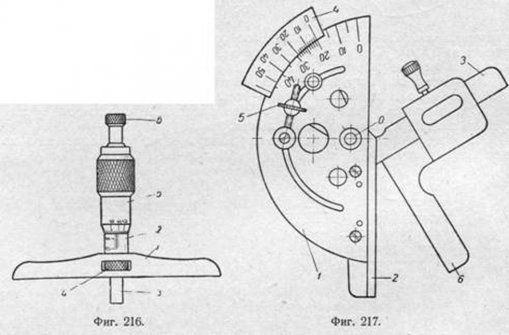
Угломер. Угломером называется прибор, при помощи которого производится построение и измерение углов деталей. Угломеры изготовляются с нониусом и без нониуса. Наибольшее распространение в СССР получили угломеры с нониусом, заводов „Красный инструментальщик'' и „Калибр".
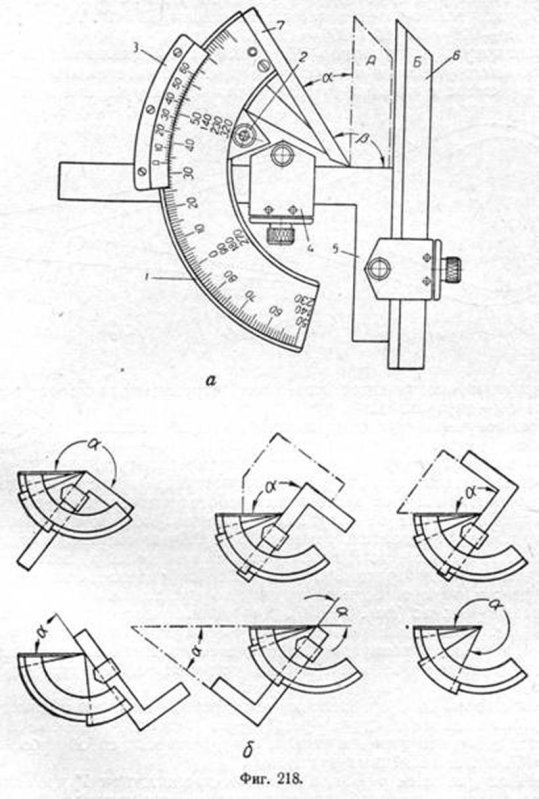
Угломер завода „Красный инструментальщик" (фиг. 217) состоит из полудиска 1 с прикреплённой к нему линейкой 2. Подвижная линейка 3, жёстко скреплённая с нониусом 4, вращается вокруг оси О. Для точной установки нониуса пользуются микрометрическим винтом 5. При измерении углов от 0 до 90° на линейку 3 надевают угольник 6. Точность измерения для этого угломера находится в пределах 2'. Более совершенным угломером является угломер завода „Калибр" конструкции Д. С. Семёнова (фиг. 218, а). Этот угломер состоит из дуги 1 с нанесённой на ней градусной шкалой, по которой перемещается пластинка 2 и жёстко прикреплённый к ней нониус 3. На пластинке 2 имеется держатель 4, при помощи которого закрепляется угольник 5 с линейкой 6.
Пластинка 7 жёстко соединена с дугой 1. Основная градусная шкала разделена на 130°, однако путём установки в различные положения измерительных деталей угломера можно измерять углы от 0 до 320° (фиг.218, б). Точность измерения для угломеров этой конструкции — 2'.
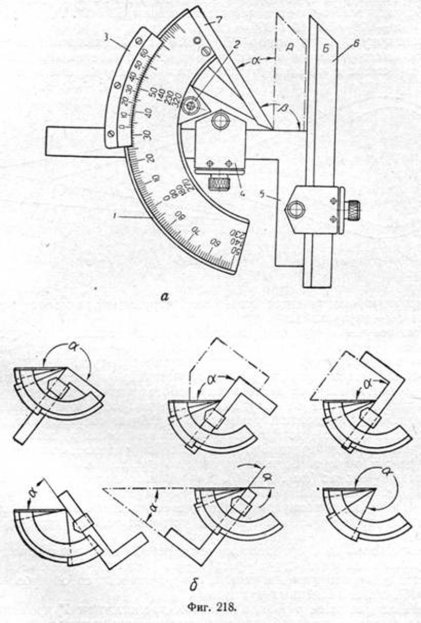
Чтобы сделать, например, отсчёт угла ? по такому угломеру, когда угольник занимает положение, отмеченное буквой А (фиг. 218, а), необходимо прежде всего посмотреть, между какими делениями расположено нулевое деление нониуса. На фиг. 218, а это деление расположено между цифрами 33 и 34 основной градусной шкалы. После этого находят справа то деление нониуса, которое совпадает с одним из ближайших делений основной шкалы. В данном случае совпадает деление, соответствующее 10'. Следовательно, искомый угол а составляет 33° 10'. Легко понять, откуда получены 10'. Деление, соответствующее десяти минутам—пятое справа от нулевого деления нониуса. Так как цена каждого деления нониуса равна 2', то для пяти делений это составит 2'X5=10'.
Пусть, например, требуется измерить угол p, соответствующий положению угольника, отмеченного буквой Б. Легко видеть, что угол ? является тупым углом, состоящим из суммы углов: а и прямого угла.
Величина угла а определена раньше и равна 33° 10'. Таким образом, угол ? = a + 90° = 33°10' + 90° = 123°10'.
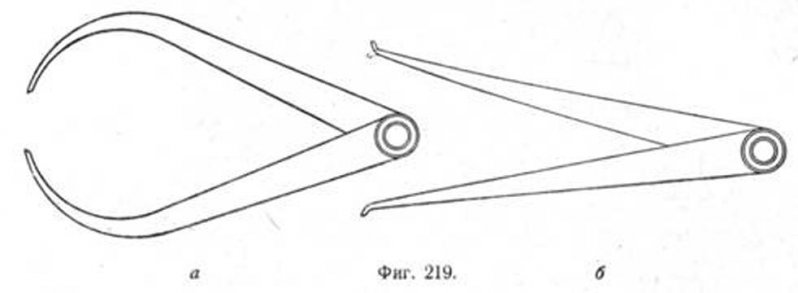
Кронциркуль и нутромер (фиг. 219, а и б) являются вспомогательными инструментами и применяются для измерения величин путем переноса размера с изделия на измерительный инструмент или наоборот.
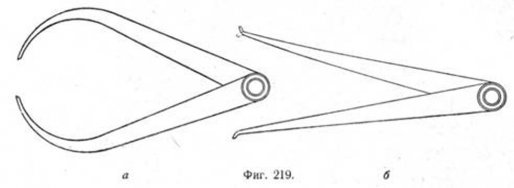
Кронциркулем производится измерение наружных размеров деталей, нутромером — внутренних.
Кронциркуль и нутромер состоят из двух стальных ножек, соединённых шарниром.
Точность измерения этими инструментами невелика.
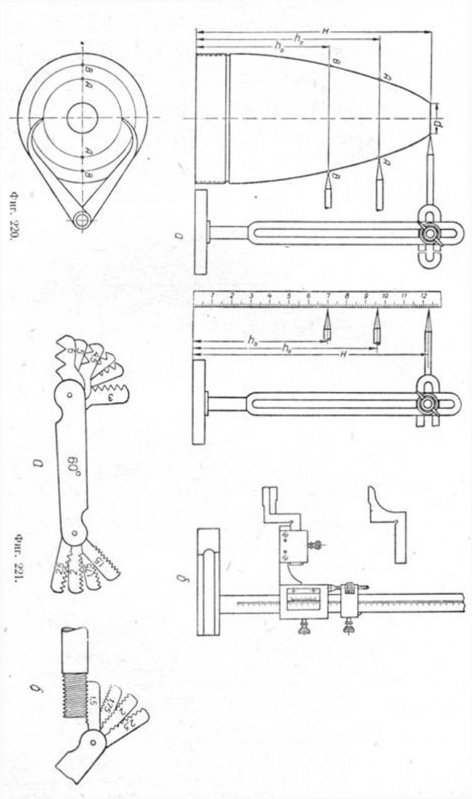
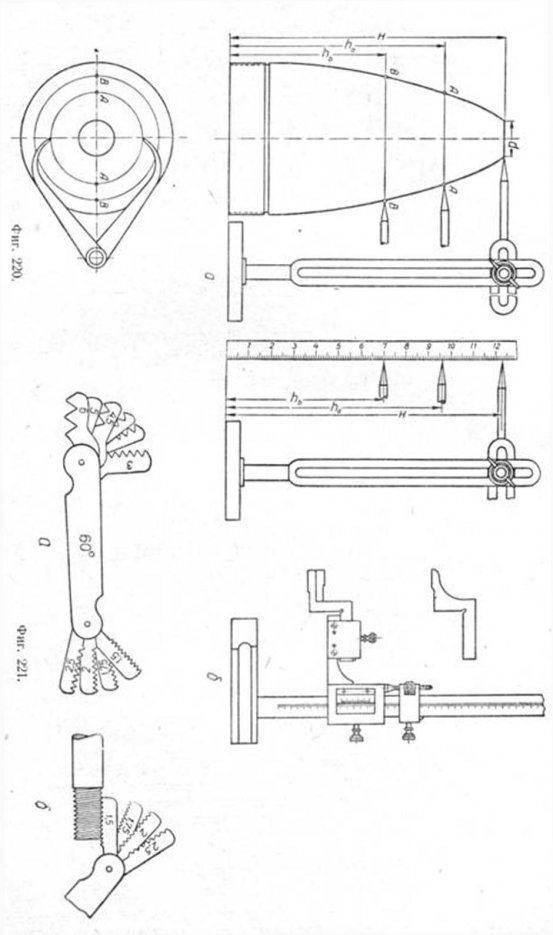
Рейсмас. Рейсмасом (фиг. 220) пользуются при нанесении на деталях параллельных линий, при разметочных работах и измерении недоступных мест деталей, когорые не могут быть измерены обычно применяемыми инструментами. Простейший рейсмас (фиг. 220, а) состоит из стального стержня, перемещающегося по пазу стойки и затем закрепляющегося на стойке при помощи барашка. Стойка рейсмаса укреплена на подставке. Работа рейсмасом производится на разметочной плите.
Штангенрейсмас (фиг. 220, б). Для точных измерений и разметочных работ применяют штангенрейсмас с нониусом. Подвижное устройство с чертилкой и нониусом передвигается по линейке и закрепляется в нужном положении винтами. Точная установка по нониусу производится так же, как и у штангенциркуля.
Резьбомеры. Для определения шага резьбы или числа ниток на 1" на резьбовых изделиях служат резьбомеры (фиг.221). Резьбомеры изготовляются для разных систем резьбы и представляют собой набор стальных гребёнок, заключённых в колодку.
Определение шага резьбы или количества ниток на 1" производится путём подбора профиля гребёнки, соответствующего углу профиля резьбы. Гребёнка точно укажет шаг резьбы или количество ниток, приходящихся на 1" (фиг. 221, б).
Чтобы убедиться в правильности найденного шага резьбы или числа ниток, приходящихся на 1", необходимо дополнительно измерить наружный диаметр резьбы при помощи штангенциркуля и сверить полученные данные с данными соответствующего стандарта на резьбу. Если данные измерения совпадают, то шаг или число ниток определены правильно, в противном случае измерение нужно повторить. При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.
|