| Кинематические схемы |
 |
|
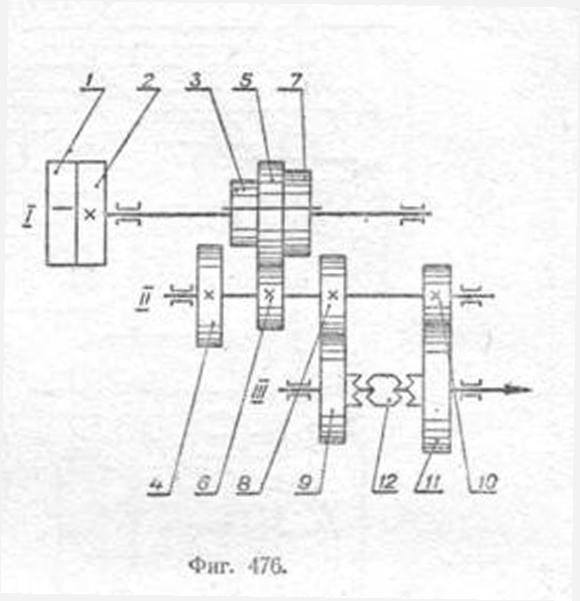
Коробка скоростей токарного станка (фиг. 476). Изменение чисел оборотов шпинделей достигается в коробках скоростей переключением колёс, составляющих кинематические цепи от вала привода к шпинделю станка.
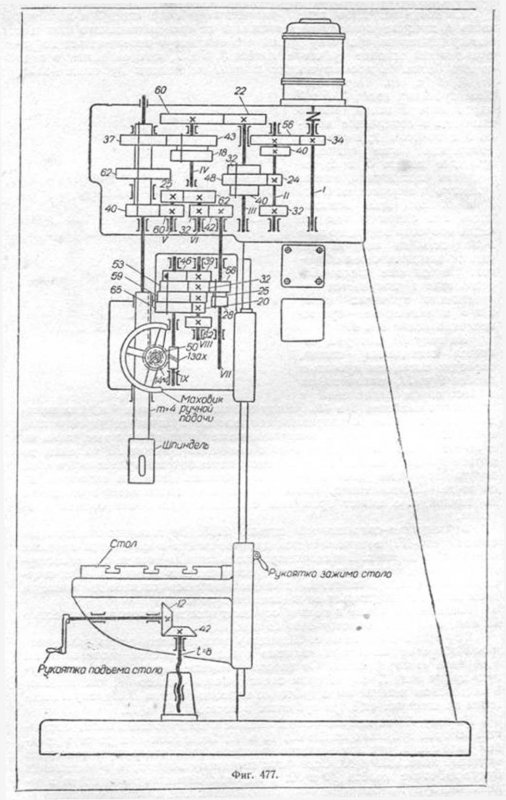
На конце ведущего вала I насажены рабочий шкив 2 и холостой шкив 1, которые приводятся в движение от трансмиссионного вала или электродвигателя. На валу вдоль его оси могут перемещаться по направляющей шпонке зубчатые колёса 3, 5 и 7, изготовленные в виде одного блока. На промежуточном валу II закреплены зубчатые колёса 4, 6, 8 и 10. Передвигая блок зубчатых колёс 3, 5 и 7 вдоль вала I влево, можно включать в зацепление колесо 3 с колесом 4; в среднем положении блока сцеплены зубчатые колёса 5 и 6; передвигая блок вправо, можно включать в зацепление колёса 7 и 8. Это даст возможность при одном и том же числе оборотов ведущего вала I получить на валу II три разных значения чисел оборотов. Наибольшее число оборотов вала II получается при зацеплении зубчатых колёс 5 и 6 и наименьшее—при зацеплении колёс 3 и 4. На валу III, который является шпинделем станка, свободно посажены зубчатые колёса 9 и 11, находящиеся в постоянном зацеплении с зубчатыми колёсами 8 и 10. Между зубчатыми колёсами 9 и 11 на шпинделе передвигается по направляющей шпонке кулачковая двусторонняя муфта 12, которая своими выступами может сцепляться с выступами на ступицах зубчатых колёс 9 и 11 и соединять с валом III то одно, то другое зубчатое колесо. Таким образом, переключение кулачковой муфты вправо или влево даёт возможность удвоить диапазон скоростей на скоросте. Следовательно, шпиндель токарного станка имеет всего шесть шпинделей, т. е. может вращаться с шестью различными числами оборотов. Вертикально-сверлильный станок 2135. Вертикально-сверлильный станок (фиг. 477) предназначается для сверления и обработки круглых отверстий в деталях. При сверлении деталь закрепляется на столе, инструмент (сверло, зенкер или развёртка) вставляется в шпиндель. При сверлении инструмент и шпиндель должны вращаться (главное движение) и в то же время опускаться вниз (движение подачи). Главное движение и подача осуществляются от мотора мощностью 52 квт, с числом оборотов 1440 об/мин. Г л а в н о e д в и ж e н и е. Шпиндель может иметь шесть различных чисел оборотов благодаря наличию коробки скоростей, расположенной в верхней части станины. От мотора вращение передаётся через упругую муфту валу I, на котором сидит зубчатое колесо 34, находящееся в постоянном зацеплении с зубчатым колесом 56 вала II.Навалу II посажены на шпонках ещё три зубчатых колеса: 40, 24 и 32. На валу III на направляющей шпонке сидит зубчатый блок, состоящий из трёх зубчатых колёс: 32, 48 и 40. Если блок находится в среднем положении, как это показано на схеме, то в зацеплении находятся зубчатые колёса 24 и 48. Если блок передвинуть вверх, то в зацеплении будут зубчатые колёса 40 и 32. Если блок передвинуть вниз, то в зацеплении будут зубчатые колёса 32 и 40. Так как движение от вала II
к валу III передаётся через три зубчатых колеса с разными числами зубцов, то вал III может иметь три различных числа оборотов. От вала III на вал IV вращение передаётся через зубчатые колёса 22 и 60. От вала IV на шпиндель вращение передаётся через зубчатый блок, сидящий на направляющей шпонке и состоящий из зубчатых колёс 43 и 18. Если блок находится в верхнем положении, как показано на схеме, то в зацеплении находятся зубчатые колёса 43 и 37. Если блок передвинуть вниз, то в зацеплении будут зубчатые колёса 18 и 62. Вал IV получает от вала III три различных числа оборотов и, благодаря наличию блока из двух зубчатых колёс, передаёт на шпиндель шесть различных чисел оборотов. П о д а ч а. Подача шпинделя выполняется той же кинематической цепью, что и главное движение. Подача инструмента происходит в каждый оборот шпинделя, поэтому она считается в долях миллиметра на один оборот (мм/об). Механизм подачи получает движение от шпинделя и через ряд зубчатых колёс доходит до рейки, закреплённой на полой гильзе, в которой вращается шпиндель. На шпинделе в коробке скоростей сидит зубчатое колесо 40, которое, находясь в зацеплении с колесом 60, передаёт вращение на промежуточный валик V; на этом валике закреплено зубчатое колесо 25, передающее вращение промежуточному валику VI через колесо 62. На валике VI насажено зубчатое колесо 32, находящееся в зацеплении с колесом 42, сидящим на валу VII, который выходит в коробку подач. На валу VII коробки подач на направляющей шпонке сидит блок из двух зубчатыхколёс 58 и 28.Блокпередаёт движение на вал VIII через зубчатые колёса 58 и 32 или через 28 и 62. Таким образом, на валу VIII получается два различных числа оборотов на один оборот шпинделя. С вала VIII вращение передаётся через блок из четырёх зубчатых колёс, сидящих на шпонках, четырём зубчатым колёсам, сидящим на валу IX свободно. Эти зубчатые колёса находятся в зацеплении с колёсами блока. Чтобы соединить одно из колёс с валом IX нужно продвинуть выдвижную шпонку, утопленную в вал, и поставить её против прорези вала и шпоночного паза соответствующего зубчатого колеса. Выдвижная шпонка может занимать четыре положения и включать отдельно каждое колесо для передачи движения с блока на вал IX. Диапазон чисел оборотов при этом увеличивается в четыре раза; таким образом, на валу IX получается восемь различных чисел оборотов. Следовательно, можно работать с восемью различными подачами. На вал IX насажен червяк. От червяка вращение передаётся на червячное колесо 50 и зубчатое колесо 14, сидящее на одном валу с червячным колесом. Зубчатое колесо 14 находится в зацеплении с рейкой, которая подаёт шпиндель в осевом направлении. Подачу шпинделя можно также осуществлять вручную маховиком. Подъём и опускание стола производятся вручную: при повороте рукоятки вращается коническое колесо 12, находящееся в зацеплении с колесом 42, при вращении которого вращается винт с шагом t = 8 мм. Винт вращается в неподвижной гайке, в результате чего происходит опускание или подъём стола.
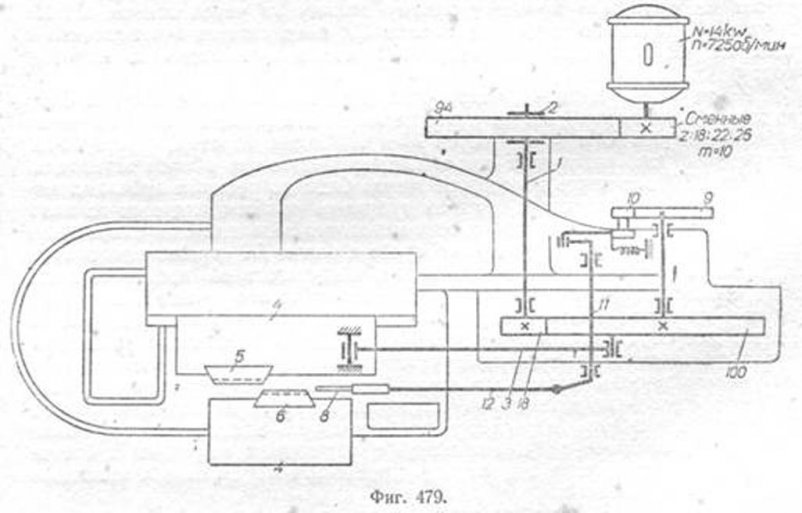
Полуавтомат 5962. Станок служит для накатки резьбы повышенной точности на винтах и метчиках (фиг. 479). Принцип работы станка заключается в том, что заготовка прокатывается между двумя плоскими плашками, одна из которых неподвижна, а другая движется. На плашках сделаны канавки под углом подъёма витков резьбы. Профиль канавок соответствует профилю резьбы. Станок приводится в движение электродвигателем мощностью 14 квт с числом оборотов в минуту, равным 725. На валу ротора электродвигателя закрепляется одно из трёх сменных зубчатых колёс — 18, 22 или, 25, сцепляющихся с колесом 94; сцепление возможно потому, что электродвигатель перемещается вместе с плитой, на которой он установлен. Зубчатое колесо 94 сидит свободно на валу I, с которым оно связывается двумя фрикционными дисками 2, сжатыми посредством клина. Вал I с колесом 18 на одном конце вращает зубчатое колесо 100, кривошипный палец которого сообщает посредством шатуна 3 поступательное движение ползуну 4, несущему плашку 5. Вторая плашка 6 закреплена неподвижно в плите 7. Заготовки закладываются в станок вручную, но окончательно они подаются в промежуток между плашками толкателем 8, который приводится в возвратно-поступательное движение от кулачка 9 посредством ролика 10, прижимаемого к кулачку пружиной рычага 11 и тяги 12.
Число двойных ходов ползуна 4 при установке на валу двигателя, например сменного зубчатого колеса 25. равно 34,7 двойного хода в минуту. Станок типа 383 для доводки цилиндров. Станок предназначен для обработки цилиндрических отверстий посредством абразивных инструментов—головок (фиг. 480).
Вращение шпинделя производится от электродвигателя мощностью 8,2 квт с числом оборотов в минуту 1440 через муфту 1, скользящий блок из трёх зубчатых колёс, сменных колёс 24 и 48 и колёс 25 и 55 в шпиндельной головке. Максимальное число оборотов шпинделя в минуту при d= 24 и D = 48 равно 242 об/мин. Переключая скользящий блок зубчатых колёс, можно сообщить шпинделю 100 и 154 об/мин. (при тех же сменных зубчатых колёсах). Возвратно-поступательное движение производится гидравлической системой, питаемой нерегулируемым насосом 2 производительностью 48 л/мин, который приводится в движение отдельным электродвигателем мощностью 2,3 квт и числом оборотов 960 об/мин. Масло всасывается насосом 2 через фильтр 3 из бака 4 и подаётся через предохранительный клапан 5, дроссель 6, золотники 7 и 8 и подпорный клапан 9 в нижнюю полость гидравлического цилиндра. Масло из верхней полости цилиндра через золотник 8 удаляется в бак. Часть масла, подаваемого насосом 2, направляется в фильтр 10 для очистки, откуда сливается в бак. При засорении этого фильтра открывается предохранительный клапан 11. Скорость хода поршня регулируется посредством дросселя 6. Поршень реверсируется посредством упора /2, действующего на переставные кулачки 13 и 14, которые поворачивают валик 15. При этом зубчатый сектор сдвигает рейку и золотник 7, который служит для Переключения реверсивного золотника 8. Если золотник 7 сдвинуть влево, то золотник 8 будет сдвинут вправо. Скорость переключения золотника 8, от которой зависят быстрота реверса и отсутствие ударов в конце хода, регулируется дросселем 16. Когда золотник 8 находится в правом положении, масло из насоса 2 может поступать как в верхнюю, так и в нижнюю полости цилиндра. Так как сечение верхней части цилиндра вдвое больше живого сечения (за вычетом сечения штока) нижней части цилиндра, то при одинаковом давлении масла с обеих сторон поршня усилие, действующее на поршень вниз, вдвое больше усилия, действующего на поршень вверх. Поэтому поршень пойдёт вниз, вытесняя масло из нижней полости цилиндра через тарелчатый клапан а и золотник 8 в верхнюю полость цилиндра. Подпорный клапан 9 служит для уравновешивания головки шпинделя и инструмента, так как при ходе поршня вниз для прохождения масла через тарелчатый клапан а необходимо усилие, равное силе веса головки и инструмента. Работа станка. Деталь закрепляется на столе, а абразивный инструмент—в шпинделе станка. Инструмент получает вращательное и возвратно-поступательное движение. Головка шпинделя направляется в своём поступательном движении колонками, а шпиндель—переставным кронштейном. Стол можно перестанавливать по вертикальным направляющим станины. Вертикальные перемещения головки шпинделя ограничиваются регулируемыми упорами 13 и 14. |